



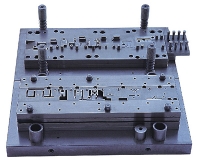
大連模具加工的切削加工方法和特種加工方法3大類。而且根據(jù)生產(chǎn)工藝的要求,所選用的加工設備也各不相同。一般包含車削加工用的各種車床、加工孔類的鉆床、鏜床,成型各種平面或曲面的銑床、磨床及成型較細微的特征或LOGO的雕刻機械等。并以電器盒模具模芯高效數(shù)控加工工藝為例,結(jié)合自己多年的注射模具加工經(jīng)驗,精辟地介紹了模具零部件高效銑削加工工序的編制,希望對工程技術人員有一定的幫助和借鑒作用。
高速加工技術已越來越多地應用于模具的制造加工。高速加工技術對模具加工工藝產(chǎn)生了巨大影響,改變了傳統(tǒng)模具加工采用的“退火→銑削加工→熱處理→磨削”或“電火花加工→手工打磨、拋光”等復雜冗長的工藝流程。結(jié)構形狀、尺寸、精度和使用壽命等方面的不同要求。
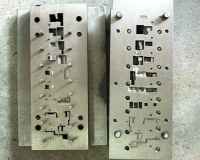
采用合理的加工方法和工藝路線。盡可能通過加工設備來保證模具零部件的加工質(zhì)量,減少鉗工修配工作量,提高生產(chǎn)效率和降低成本。結(jié)合本企業(yè)實際生產(chǎn)條件進行制定,技術上要先進、經(jīng)濟上要合理。模具零部件加工工藝規(guī)程制定的一般步驟及所包含的基本內(nèi)容。
應避免刀具垂直插入工件,而應采用傾斜下刀方式(常用傾斜角為20°~30°),采用螺旋式下刀以降低刀具載荷。如局部銑削工序的剩余加工余量取值與粗加工相等,該工序只用一把小直徑銑刀來清除粗加工未切到的角落,然后再進行半精加工;如果取局部銑削工序的剩余加工余量值作為半精加工的剩余加工余量,則該工序不僅可清除粗加工未切到的角落,還可完成半精加工。




 公司服務熱線:
公司服務熱線: 公司地址:遼寧省大連市金州區(qū)淮河西路1-4號
公司地址:遼寧省大連市金州區(qū)淮河西路1-4號